.png)
0908.654.797
0902.309.091



0908.654.797
0902.309.091

Để thực hiện theo một số câu hỏi thường gặp và những điều quan trọng cần biết trước khi bạn bắt đầu uốn.
1. Sự khác nhau giữa ống và ống là gì?
Thông thường , bạn có thể không có bản vẽ chi tiết thực tế có sẵn để xác nhận kích thước vật liệu. Một thiết bị đo như calipers Thước có thể được sử dụng để đo đường kính bên ngoài của vật liệu (OD) và đường kính trong (ID), mà sẽ cho phép bạn để xác nhận kích thước cần thiết và làm cho các bản vẽ đơn giản.
Biết kích thước thật của vật liệu là chìa khóa để chọn máy thích hợp và dụng cụ cho ứng dụng của bạn. Kích thước ống được đo bằng ID, với độ dày được đề cập trong tiêu chuẩn của ống. Kích thước ống được dựa trên OD, và độ dày ống được nhắc đến trong các kích thước đo.
Ví dụ, một 1-1/4-in. lịch trình 40 ống có 1/1/4-in. I.D., và 1,66 trong. O.D.;
trong khi một 1-1/4-in. ống 0,65 tường có một 1-1/4-in. O.D. và 1.120-in. I.D.
Thắc mắc thường gặp
2. Tại sao liệu quan trọng như vậy?
Khi mua ống cho công việc của bạn, hãy nhớ rằng với giá rẻ nhất không phải luôn luôn là tốt nhất. Uốn ống hoặc ống dẫn nguyên liệu kém chất lượng thường dẫn đến góc uốn kém chất lượng, tỷ lệ phế liệu cao hơn, và có thể vỡ ống. Ngay cả những máy móc và dụng cụ tốt nhất sẽ không bù lại được nguyên liệu làm ống kém chất lượng.
Vật liệu làm ống ảnh hưởng đến việc lựa chọn công cụ và thành phần; Đảm bảo các dụng cụ được cung cấp đúng thông số kỹ thuật để nó không xung đột với các vật liệu bị bẻ cong.
Khi đưa ra quyết định cho ứng dụng của bạn, hãy xem xét các yêu cầu sức mạnh ứng dụng, xuất hiện và chất lượng, thông số kỹ thuật và bán kính đường trung tâm. Yêu cầu nhà cung cấp thép cho các đặc điểm kỹ thuật vật để bảo đảm nguyên liệu có phù hợp với uốn.
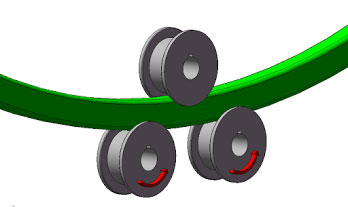
3. Góc quay uốn là gì?
Để cân bằng lực khi uốn cong một chi tiết. Nó được hình thành bằng cách vẽ xung quanh các phôi một đường cong xoay. Cạnh đầu tiên của vật liệu được uốn cong được kẹp để uốn cong thành hình cố định, trong khi các tài liệu nghỉ giữa các rãnh chết hình thành và các lực đối lập, thường được gọi là uốn cong áp lực. Hình thành chết quay ở mức độ mong muốn của cong hoàn thành quá trình này.

Quá trình uốn này ít tốn kém hơn so với một số phương pháp đắt tiền hơn, vì vậy mức độ phù hợp của nó phụ thuộc phần vào yêu cầu của bạn dựa trên các yêu cầu năng suất, ngân sách của bạn.
4. Đường tâm bán kính là gì?
Thường, bán kính đường trung tâm (CLR) được nhầm lẫn với mức độ uốn cong. CLR là khoảng cách từ trung tâm của khuôn để đường trung tâm của vật liệu bị bẻ cong. Khoảng cách này thường bị bỏ qua, nhưng nó là rất quan trọng để đạt được chất lượng góc uốn cong thích hợp.

Các yếu tố ảnh hưởng đến CLR bao gồm các lớp vật liệu được uốn cong, độ dày, loại uốn được sử dụng, các ứng dụng, và sự xuất hiện tổng thể cần thiết. Nói chung, kích thước CLR sản xuất uốn cong với chất lượng tốt hơn và xuất hiện cho mắt.
Uốn vật liệu để CLR ít hơn hai lần đường kính nguyên liệu yêu cầu hỗ trợ nội bộ của một trục gá để ngăn chặn ống bị nhăn hoặc gãy . Sử dụng phương pháp uốn này thường đòi hỏi máy móc đắt tiền hơn và dụng cụ đồng bộ. Vì lý do này, hãy chắc chắn để xem xét CLR của ứng dụng một cách cẩn thận trong giai đoạn thiết kế và xem xét chi phí sản xuất.
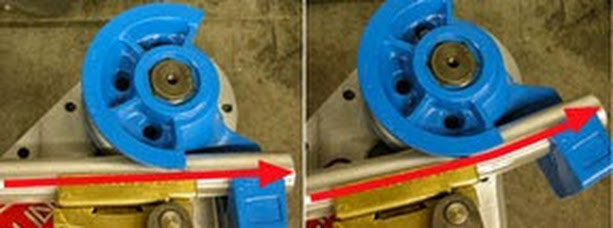
5. Mức độ tối đa của uốn cong là gì?
Điều này nghe có vẻ đơn giản; Tuy nhiên, nếu bạn không để ý bạn sẽ không tính toán được góc uốn tối đa dẫn đến việc khi bạn uốn song bạn sẽ không lấy được sản phẩm ra đẻ uốn các lần tiếp theo.
Dụng cụ uốn thường được thiết kế để chấp nhận một góc uốn cong tối đa 180 độ. Khi lựa chọn máy uốn cho ứng dụng của bạn, hãy chắc chắn chương trình máy hoặc hệ thống cho phép overbending nhẹ để bù đắp cho springback trong chu kỳ uốn cong. Lựa chọn một máy uốn với một thiết lập góc uốn cong có thể lập trình có thể cung cấp chính xác uốn cong cao và dễ sử dụng.
Mức độ uốn cong cũng ảnh hưởng đến chất lượng uốn cong. Khi làm việc với một loại vật liệu mới, hãy thử làm hai khúc cua-một bài kiểm tra ở 45 độ và một ở 180 độ. Bạn có thể thấy kết quả hơi khác nhau trong các phôi, bởi vì góc uốn cong lớn hơn sản xuất hơn mỏng tường và biến dạng trong vật liệu.
* Gì Heck Springback?
Sau khi chu kỳ uốn cong, tất cả các vật liệu dễ bị ảnh hưởng đến một springback. Về cơ bản, các tài liệu thư giãn sau khi áp lực chết counterbend được phát hành. Hầu hết các vật liệu hơi overbent trong chu kỳ uốn cong để bù đắp cho hiệu ứng này.
Lượng Springback thay đổi tùy theo sức mạnh và độ bền kéo của vật liệu được uốn cong. Ngoài ra, thay đổi springback với mức độ uốn cong và CLR của chết hình thành.
Máy móc chất lượng cao hơn uốn cho phép các nhà điều hành để bù đắp cho springback cho mỗi uốn cong trong suốt chuỗi uốn cong.
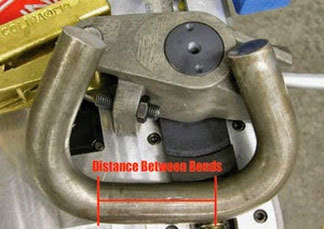
* Tại sao Is tối thiểu khoảng cách giữa uốn là một yếu tố?
Dụng cụ cho uốn quay đòi hỏi một phần thẳng của vật liệu cho các công cụ để kiểm soát hình thành phôi an toàn và ngăn chặn sự trượt trong chu kỳ uốn cong. Các ứng dụng luôn luôn cần được xem xét cho khoảng cách ngắn nhất giữa hai uốn cong, và các dụng cụ phải được chế tạo để bù đắp cho khoảng cách này nếu có thể.
Máy uốn ít tốn kém có thể không cho phép các nhà điều hành để đạt được khoảng cách này, vì vậy các phôi có thể cần phải được cắt và hàn sau khi uốn cong để đạt được khoảng cách giữa mong muốn uốn cong.
6. Để uốn ống hàng loạt ?
Yêu cầu năng suất khác nhau rất nhiều, từ công việc cửa hàng công việc để chạy sản xuất cao. Thời gian chu kỳ uốn cong thực tế thường là không đáng kể so với thời gian chu kỳ tổng thể.
Để xác định thời gian thực tế, xem xét và cho phép các biến sau: kinh nghiệm điều hành, tải tài liệu và dỡ, thời gian định vị giữa uốn cong, và tốc độ máy tính và các tính năng, cũng như các hoạt động thứ cấp như cắt, mài, và hàn. Hãy thực tế về mục tiêu năng suất của bạn và chọn một máy uốn với chu kỳ nhiệm vụ thích hợp.
7. Các dụng cụ cần khi uốn ống?
Quay hòa uốn cong dụng cụ khác nhau rất nhiều về chất lượng, tính sẵn có, và chi phí từ nhà sản xuất. Các nhà sản xuất có uy tín luôn luôn sẵn sàng để thảo luận về yêu cầu công cụ để được tư vấn và cung cấp ứng dụng của bạn trên đó là thích hợp nhất.
Tiêu chuẩn công cụ nói chung là hiệu quả chi phí, vì vậy thay đổi kích thước CLR một phần của bạn một chút, ví dụ, để thích ứng với chứng khoán dụng cụ có thể tiết kiệm một số tiền đáng kể thời gian và tiền bạc.
Dụng cụ đặc biệt thường phải được thanh toán cho trước. Nếu ứng dụng của bạn đòi hỏi phải có dụng cụ đặc biệt, cho phép chi phí cao hơn và thời gian giao hàng kéo dài. Đó là khuyến khích để cung cấp một mẫu của các vật liệu được sử dụng và một ứng dụng in với thứ tự cụ đặc biệt để tránh nhầm lẫn.
* Những Bender là phải cho cửa hàng của tôi?
Câu hỏi khó khăn, và có thể quan trọng nhất. Không ai uốn phù hợp với tất cả mọi người. Khi lựa chọn một máy uốn, xem xét tất cả các điểm trong bài viết này trước khi mua một. Ngoài ra hãy chắc chắn để xem xét những gì khả năng bạn có thể yêu cầu trong tương lai. Mua một máy rẻ tiền hiện nay có thể chứng minh tốn kém hơn trong tương lai như các ứng dụng khác phát sinh.
Cân nhắc khác bao gồm máy tính linh hoạt, tính năng, công cụ, tính sẵn có của các bộ phận, và hỗ trợ địa phương và khu vực có trình độ.
Giải mã ở Bend Điều khoản
CLR - bán kính đường trung tâm. Khoảng cách từ trung tâm của khuôn hình thành để đường tâm của vật liệu
điểm bắt đầu uốn và mức độ uốn cong. Số của độ cần thiết trong một uốn cong
Sch. - Lịch trình, hoặc độ dày thành ống
Ga - Máy đo, hay độ dày thành ống
O.D. - Đường kính bên ngoài. Ống được đo ở đây
I.D. - Đường kính trong. Ống được đo ở đây
http://ercolina-usa.com/resources/faqs/